























































News
Blog
About the future of product creation
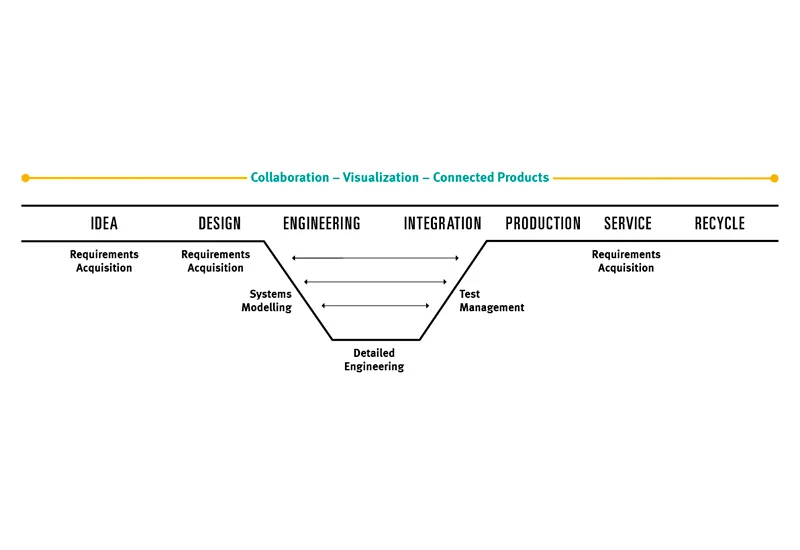
Design, modeling and simulation: A unified entity that needs differences
Read more about

Model-Based Definition: Take Your Engineering Processes to the 21st Century
Read more about
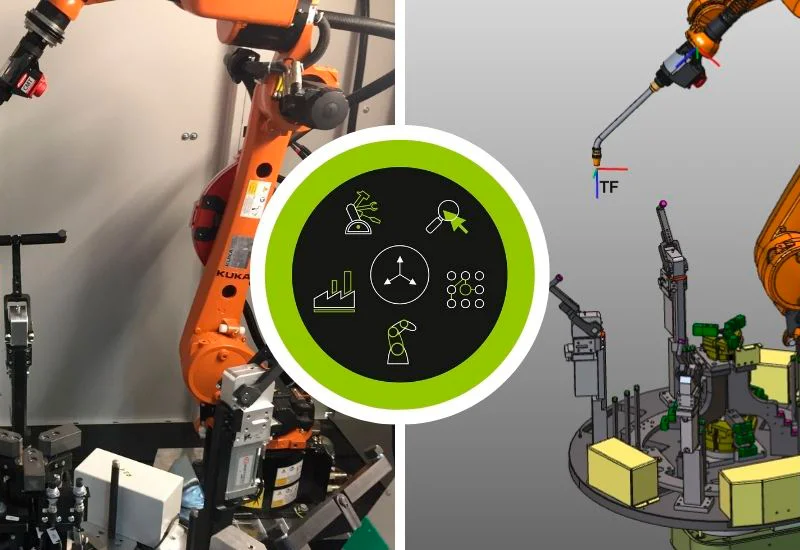
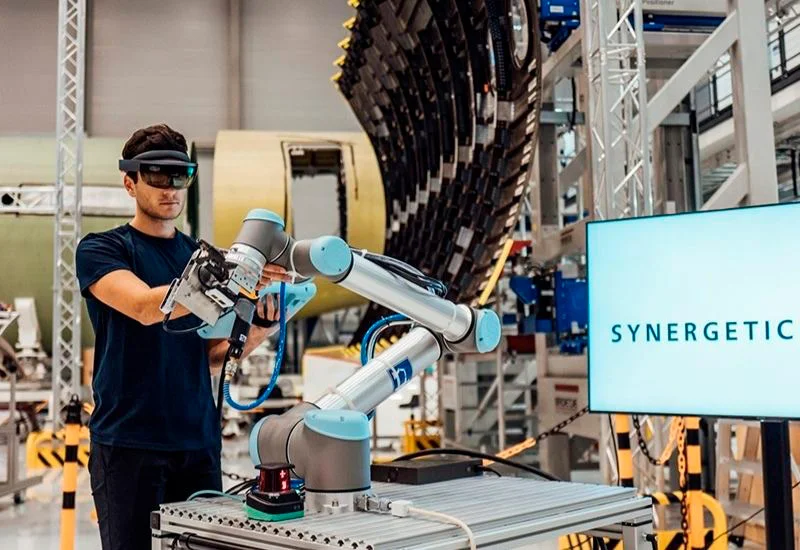
Automated Offline Programming: The Future of Robotic Manufacturing
Read more about

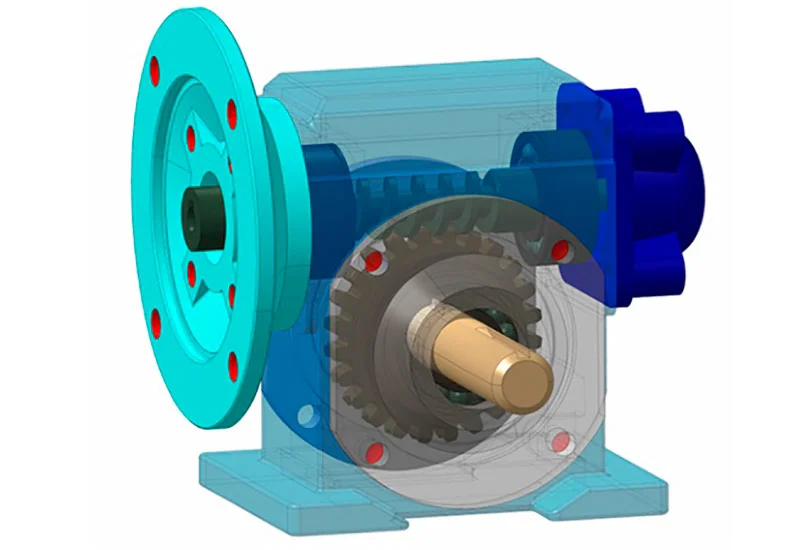
Implementing Simulation-Driven Design: Five Tips for a successful Start
Read more about
PLM system integration for greater market success in mechanical engineering
Read more about

How can you achieve end-to-end SAP and 3DEXPERIENCE processes?
Read more about

Offline programming with the aid of a simulation tool
Read more about
Unleashing Business Success with Smart Application Management
Read more about

Leveraging data and transparency to reduce cost risks in engineering change management
Read more about

Six trends in Digital Product Development
Read more about

How to leverage sustainability to make your business more innovative
Read more about
Transforming Product Creation
Read more about

How to optimize your operational excellence by working on ASPICE
Read more about

Data continuity in manufacturing industry: How software and IT are changing
Read more about

Digital Collaboration
Read more about

How will digitalization change collaboration in your manufacturing company?
Read more about
Digital Twins: Robot optimization in a matter of hours
Read more about
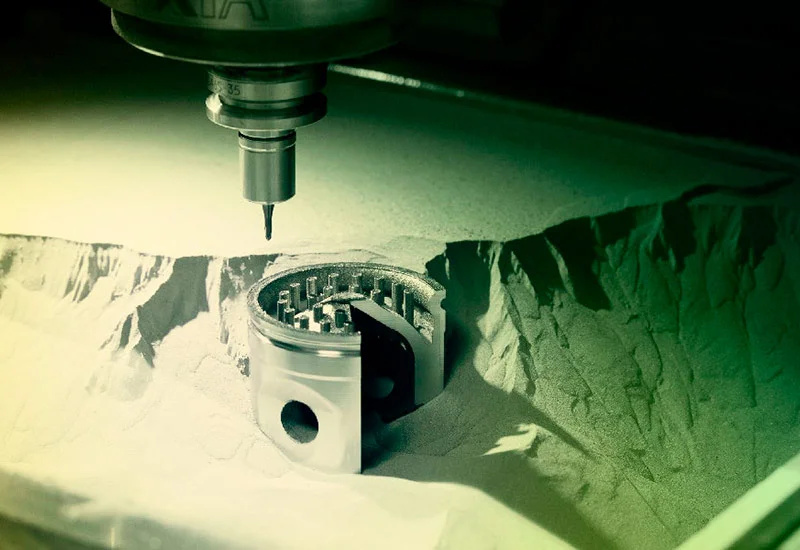
Hybrid Manufacturing
Read more about

You want to introduce PLM? Limited internal resources should not be an obstacle!
Read more about

Digital Production: Data Continuity from Design to Manufacturing
Read more about

Meissner relies more on robots
Read more about

CAD data management
Read more about
Geometric Product Specifications: Standards enable digital continuity and raise efficiency
Read more about
Leveraging SAP EPD Engineering to integrate requirements management and system modeling into your PLM process
Read more about

SaarGummi Automotive: A Smart IT Concept for Global Product Design
Read more about
Listening Improves Artificial Intelligence!
Read more about

What digital platform does my business need?
Read more about

Home Office for Robot Operators?
Read more about

Tolerance Analysis: From Excel to Digital Quality Twin
Read more about

The Digital Twin: It’s all about the Context
Read more about
Tolerance management: Digital twin reduces product lifecycle costs
Read more about